All Publications /
Publications:
P2.2 Case Study (Manchester)
23 / 02 / 24
Beyond Multi-Pass Dissimilar Welds: Towards Improved Productivity and Joint Performance Through Solid-State Bonding
Investigators: Prof. John Francis (Manchester)
Researchers: Dr Rahul Unnikrishnan (Manchester)
Collaborators: University of Sheffield, Advanced Forming Research Centre
In the primary circuit of pressurised water reactors (PWRs) there are many safety-critical joints between a ferritic low-alloy (SA508) steel pressure vessel and adjoining austenitic (316L) stainless steel pipes. Conventional joining practice involves a multipass buttering step for the pressure vessel, using an arc welding process, which is then followed by post-weld heat treatment and a subsequent multipass weld to each adjoining pipe. These dissimilar metal welds are complex and time-consuming, and the resulting joints sustain high levels of residual stress and are therefore prone to degradation in service. Field-assisted sintering, a solid-state process, provides an efficient alternative to arc welding with fewer thermal cycles. Notably, joints formed with this method display superior mechanical properties to the parent austenitic steel, indicating the potential for enhanced structural performance in PWRs and other thermal power plants.
Joints between carbon-manganese or low-alloy pressure vessels and austenitic stainless-steel pipes arise frequently in many industrial sectors, but they are particularly relevant to many types of thermal power plant. In a pressurised water reactor (PWR), for example, the pressure vessels are made from SA508 steel and they are joined to austenitic (316L) steel pipes. These are safety-critical joints and the consequences of failure can be severe. Current practice in many sectors involves the multipass buttering of joint preparations on the nozzles of reactor pressure vessels using an arc welding process, before the entire (buttered) vessel undergoes a post-weld heat treatment operation, and a subsequent multipass weld is then required between each adjoining pipe and the corresponding buttering layer on the pressure vessel. The buttering layer itself is normally an intermediate (nickel-based) material, with superior creep resistance to both the ferritic vessel and the austenitic steel, so it is not feasible to alleviate the substantial residual stresses that exist in a resulting multipass dissimilar joint once it is complete. In the case of PWRs, these residual stresses are high enough to lead to stress-corrosion cracking. Thus, even after a burdensome manufacturing sequence these dissimilar metal welds remain problematic in service. There is clearly a great need to simplify the manufacturing sequence for dissimilar metal welds of this type, so that the lead times and construction costs associated with low-carbon power generation (e.g. small modular reactors) can be reduced, and so the safety margins in service can be enhanced.
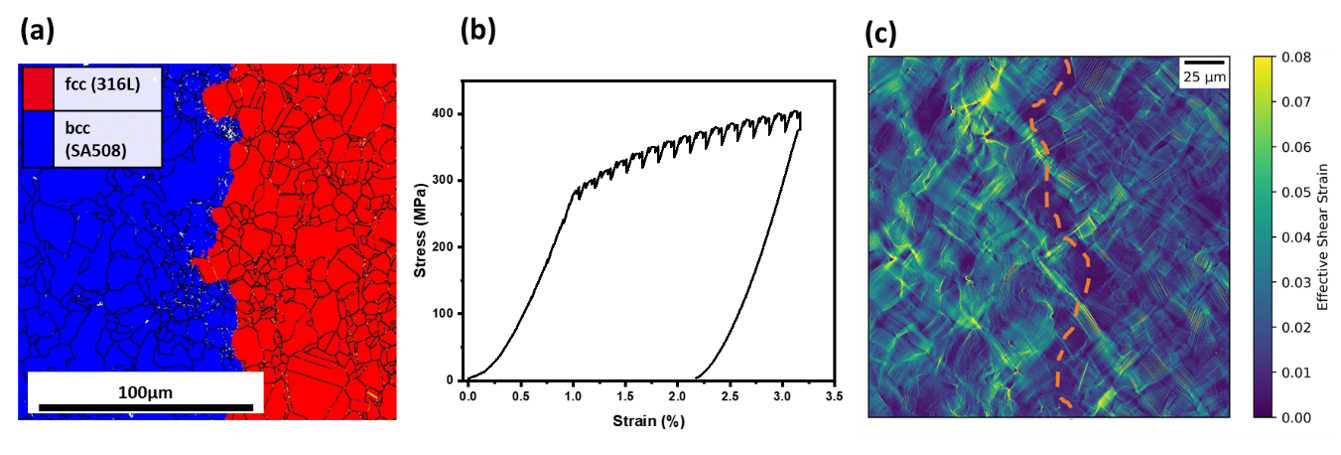
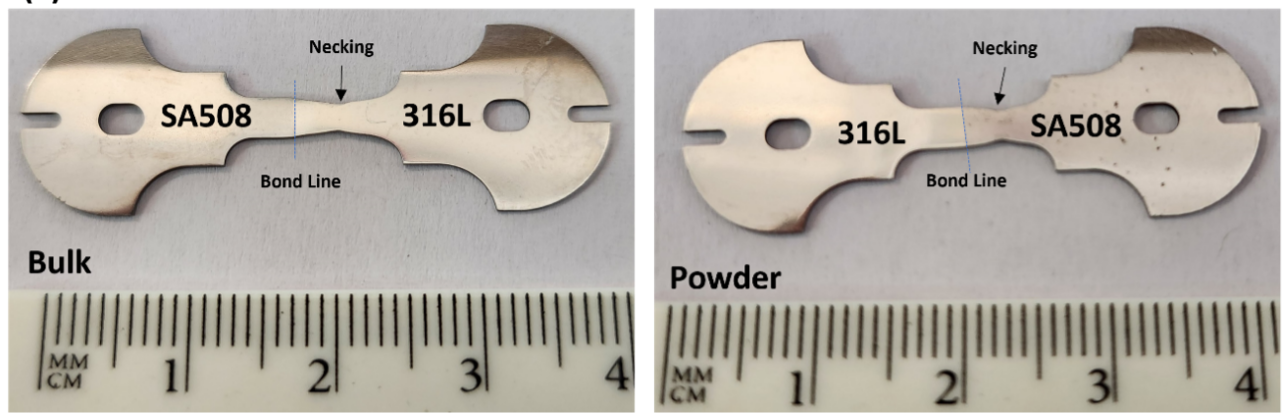
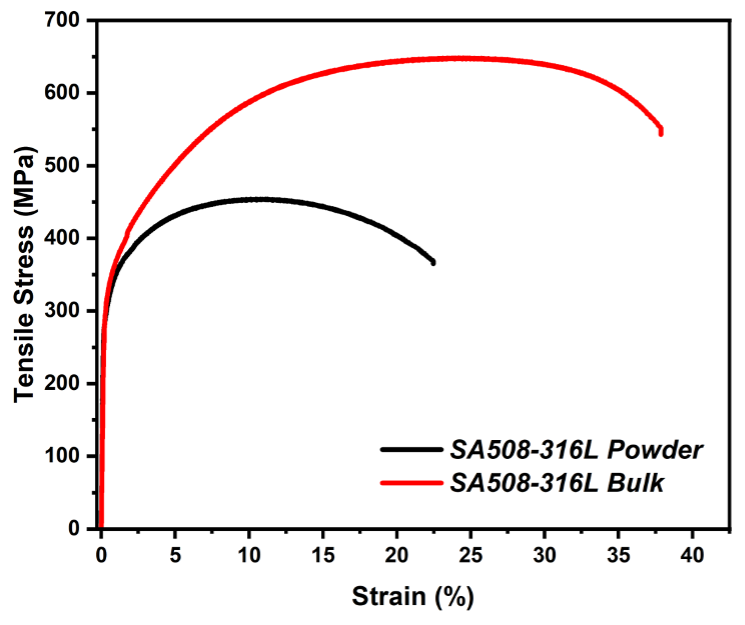
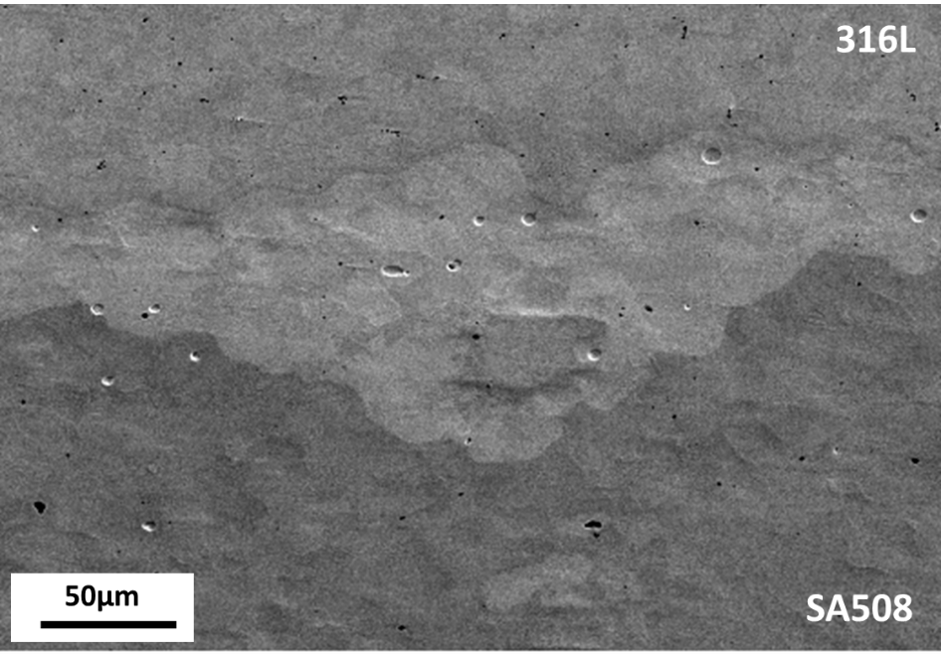
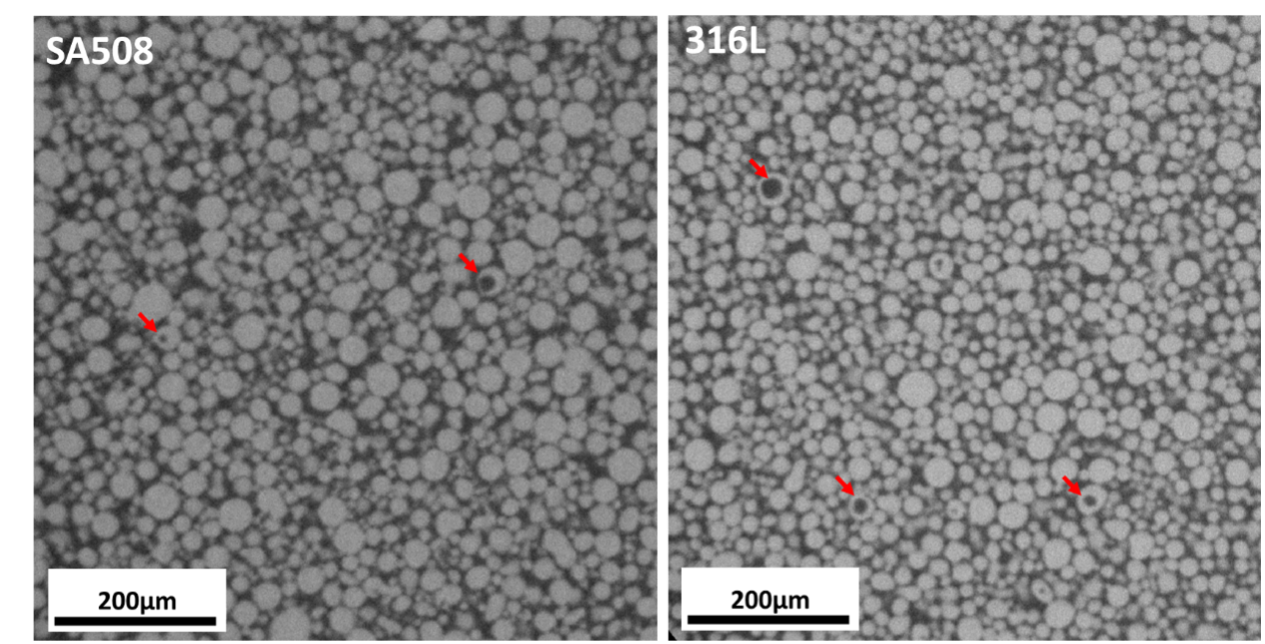
Solid-state processes like field-assisted sintering (FAST) could potentially offer alternative joining routes with fewer thermal cycles, resulting in a joint that requires less post-processing. Researchers at the University of Manchester, in collaboration with the University of Sheffield, developed solid-state transition pieces between SA508 Grade 3 ferritic steel and 316L austenitic stainless steel using FAST on both powder and bulk material using the facilities at the Royce Discovery Centre at University of Sheffield. In-situ mechanical testing of a powder joint coupled with digital image correlation in a scanning electron microscope using the TANIST (Tescan and NewTec In-Situ Testing) machine based at the University of Manchester showed minimum strain localization at the interface when compared to the parent materials (See Figure 1). Mechanical tests to failure on powder and bulk joints also showed necking occurred within the parent materials, indicating that the bond is stronger than both the parent materials (See Figure 2). However, the strength of the FAST joint processed with powder samples was much lower than that for bulk materials (See Figure 3). This discrepancy could be attributed to the presence of porosity in the FAST joints, as observed in the SEM Image (See Figure 4). Nevertheless, X-ray computer tomography (XCT) studies at National X-ray Computed Tomography (NXCT) lab on powders revealed internal porosity in both the SA508 and 316L powders used in this study (See Figure 4). The size of the pores seen from the XCT scans closely matches those found in the FAST sample, suggesting that the source of porosity originates from the powder rather than the FAST process itself. This finding underscores the importance of selecting the right process for powder manufacturing, as gas-atomized powders, such as those used in this study, are known for internal porosity arising from argon trapped during the atomizing process.
Future work involves the rapid deposition of a nickel alloy on both parent materials using additive manufacturing followed by joining using FAST or rotary friction welding. Currently, we're testing if rotary friction welding can create strong joints in collaboration with Advanced Forming Research Centre (AFRC), Glasgow. If successful, this work will continue beyond MAPP funding, focusing on using these advanced welding methods to make sure the fabricated parts are sturdy and reliable.
Further Information:
1. Some results were presented at the NUMAT22 Conference in Ghent in 2022.
2. The project is currently expanding to include rotary friction welding in collaboration with AFRC in Glasgow. The remaining MAPP funding will be used to join SA508 to 316L material, incorporating a nickel buttering layer deposited through powder-based additive manufacturing. We are also in discussions with AFRC for a potential EPSRC/UKRI proposal to extend this research beyond the MAPP funding period.
3. A manuscript is under preparation compiling the results in their entirety.
More:
Publications
-
-
X1 Case Study B (UCL)
Impact of powder oxidation during additive manufacturing
Investigators: Prof Peter Lee
Researchers: Prof Chu...